Производство клееного бруса
Основное направление работы компании "Арт Хольц" - производство клееного стенового и строительного бруса, клееной конструкционной балки и комплектов домов из клееного бруса. В 2010 году совместно с инженерами компаний SMB Maschinenbau GmbH (Германия) и HOF GmbH (Германия) был разработан проект модернизации нашего производства. В 2011 году запущена новая автоматическая, высокопроизводительная линия по производству конструкционного (KVH) бруса, двух/трехслойной балки (DUO-TRIO Beams) и клееного бруса (BSH).
Видео: производство клееного бруса на заводе АРТ Хольц
Клееный брус Арт Хольц изготавливается только из высококачественной отборной древесины. Мы используем ель, сосну, лиственницу и кедр. На нашем заводе дерево проходит все этапы преобразования в многослойный брус.
Оснащение и технологический цикл производства клееного бруса



Первый этап - это сортировка пиломатериала и формирование сушильных пакетов.
Далее следует процесс сушки пиломатериала в сушильных камерах. Равномерный и оптимальный режим сушки с увлажнением и вентиляцией осуществляется по заданной программе, учитывающей породу и сечение древесины.
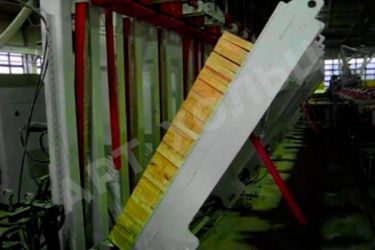
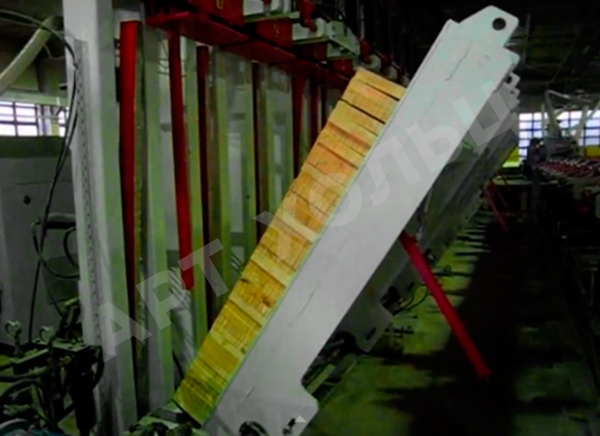
Станция разборки пакета заготовок



Пакеты разбираются с помощью опрокидывающего стола и подаются на станцию измерения влажности.
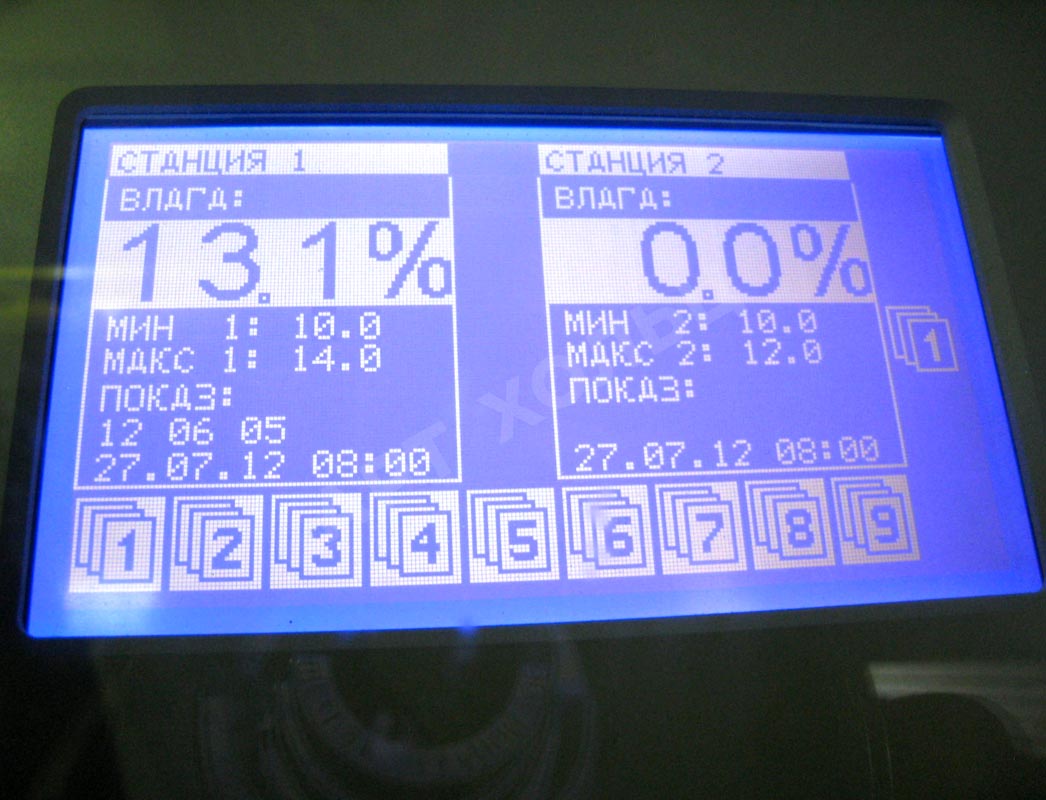
Станция контроля влажности ламелей


Для достижения качественной склейки древесины влажность ламелей согласно ГОСТ 20850-84 (Конструкции деревянные клееные) должна быть в пределах (12 ± 2)%. Для соблюдения этого параметра в линию встроена станция контроля влажности входящего пиломатериала. Ламели с недопустимым уровнем влажности отбраковываются и автоматически сбрасываются в специальный карман.
Предварительное строгание (калибровка)


Данная операция необходима для вскрытия дефектов древесины и задания геометрических параметров заготовке.
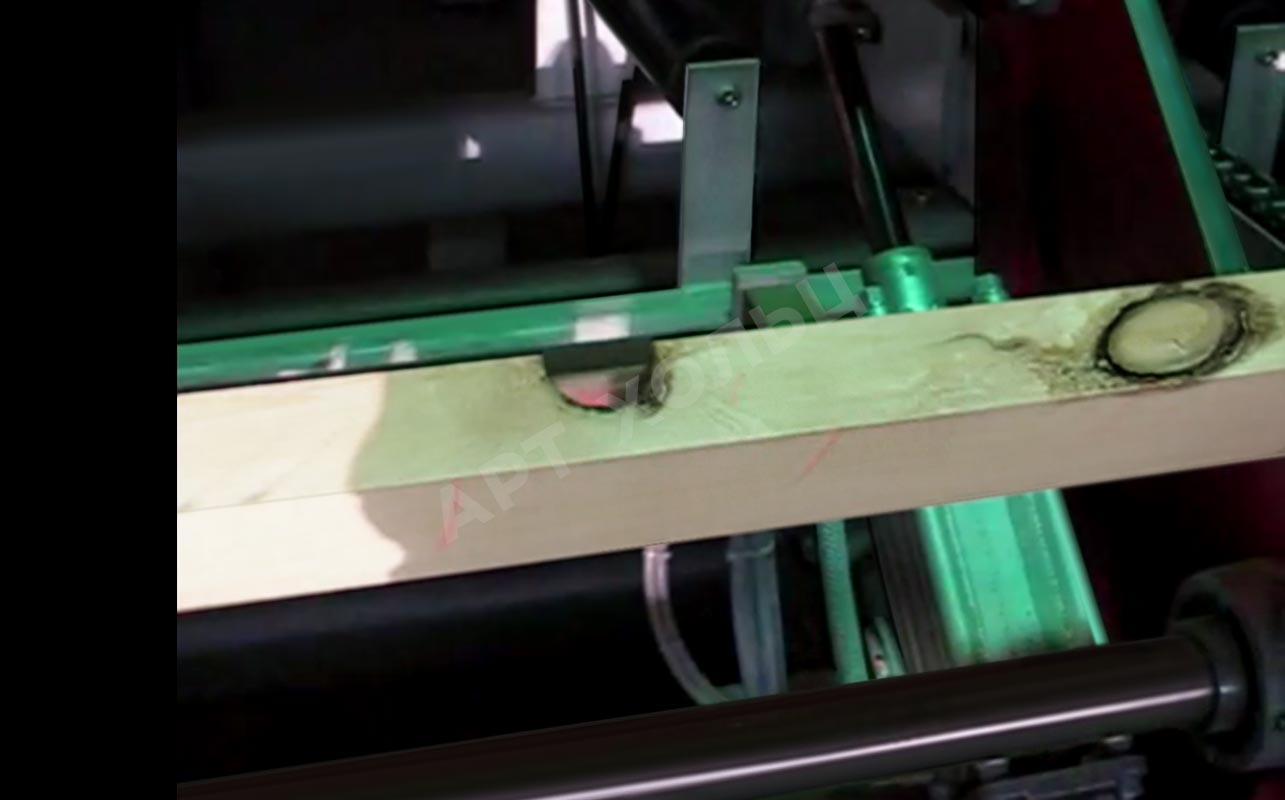
Станция маркировки и оптимизации

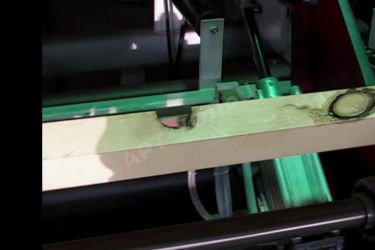

На этом этапе происходит маркировка дефектных участков древесины, не отвечающих техническим условиям. Это участки древесины, пораженные гнилью, крупные, нездоровые сучки, обзол, возможные трещины, образовавшиеся в процессе сушки древесины. Пороки маркируются флуоресцентным мелком. Вырезка маркированных оператором пороков выполняется автоматически.
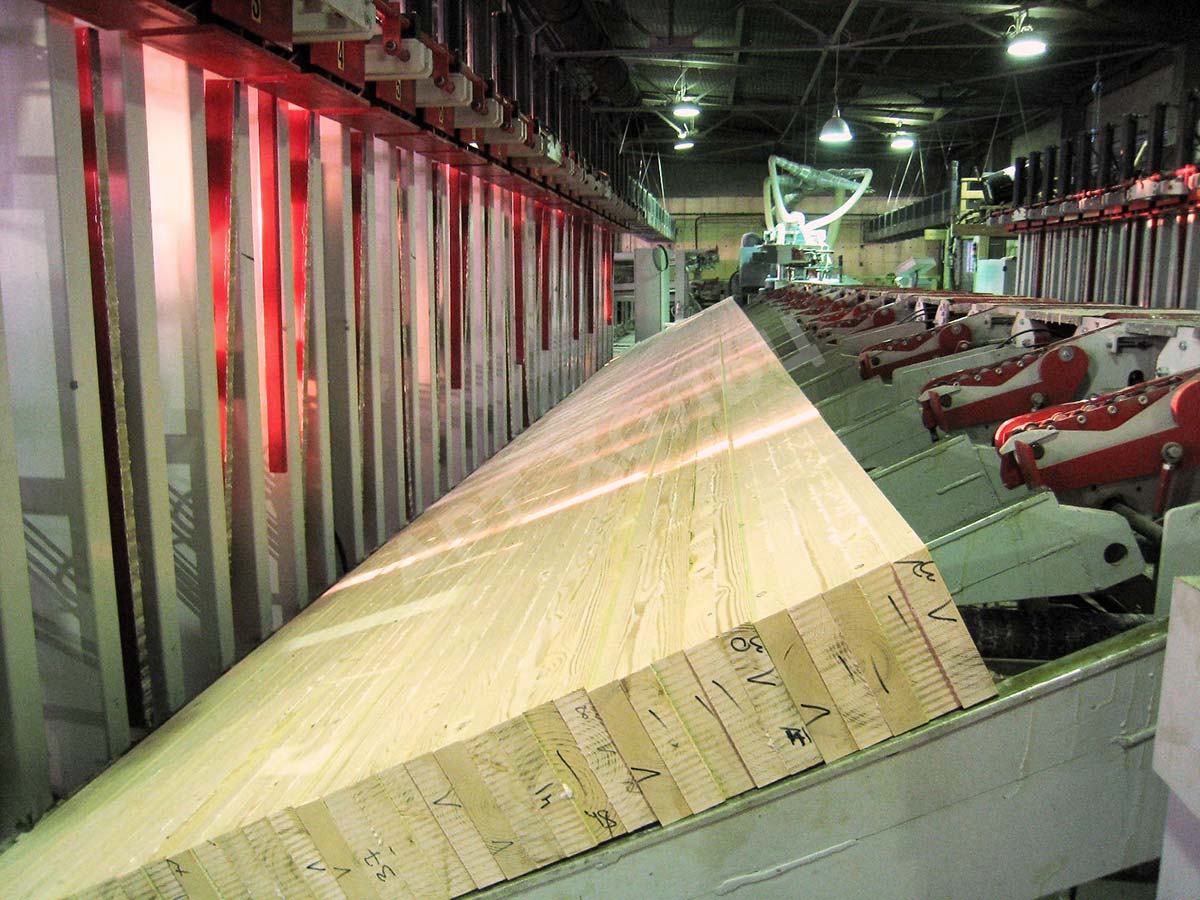
Линия торцевого сращивания ламелей на клеевое зубчатое соединение


Чистые, без пороков ламели поступают на участок торцевого сращивания, где после фрезеровки шипового соединения и нанесения клея соединяются под прессом в ламели, заданной длины. Тактовая линия с мощным прессом позволяет сращивать заготовки с максимальным сечением 150х300мм.


Линия сращивания оснащена двумя независимыми фрезерными узлами. Для достижения более привлекательного внешнего вида наружные ламели стенового бруса могут соединяться с использованием горизонтальных зубчатых шипов (финский брус).
Двухэтажный склад выдержки ламелей для отверждения клея



Внешние и внутренние ламели поступают на свой этаж для отверждения клея. Время выдержки составляет 20 минут.
Чистовое строгание и нанесение клея



По заданной программе внутренние и внешние ламели со склада подаются в строгальный станок для конечной калибровки и последующего нанесения клея. Мы применяем однокомпонентный сертифицированный полиуретановый клей для конструкционных элементов швейцарской компании Purbond. 100 % экологичный клей. При производстве и в процессе эксплуатации дома не выделяет летучих соединений. Не содержит растворителей. Отверждение происходит за счет содержания влаги в древесине и в окружающем воздухе. При склеивании древесины образуется тонкий, не хрупкий клеевой шов, создавая высокую прочность соединения. Подробности читайте в разделе клеевая система.
Система загрузки и прессование ламелей








Состоит из двух вертикальных гидравлических прессов, длиной 13.5 метров каждый, с автоматической подачей ламелей в пресс и выгрузкой склеенного бруса. Время прессования составляет 50 минут.
Контроль качества клеевого соединения
 Партии склеенного бруса проходят испытания в лаборатории на расслаивание, руководствуясь гостами:
Партии склеенного бруса проходят испытания в лаборатории на расслаивание, руководствуясь гостами:
- Конструкции деревянные клееные. Методы определения стойкости клеевых соединений к расслаиванию. ГОСТ 27812-2005
- Конструкции деревянные клееные. Метод определения водостойкости клеевых соединений. ГОСТ 17005-82
- Древесина клееная массивная. Методы определения предела прочности зубчатых клеевых соединений при статическом изгибе. ГОСТ 15613.4-78
Участок профилирования и станция ремонта клееного бруса


Для производства комплектов домов разработано два вида профиля бруса. Профиль, называемый «финским», который при сборке дома требует укладки утеплителя между венцами и зубчатый. Зубчатый профиль при сборке дома создает плотное, лабиринтное соединение «шип-паз» между венцами. В этом случае использование межвенцового утеплителя (уплотнителя) не требуется. После профилирования бруса мелкие сколы и вскрывшиеся смоляные карманы ремонтируются.
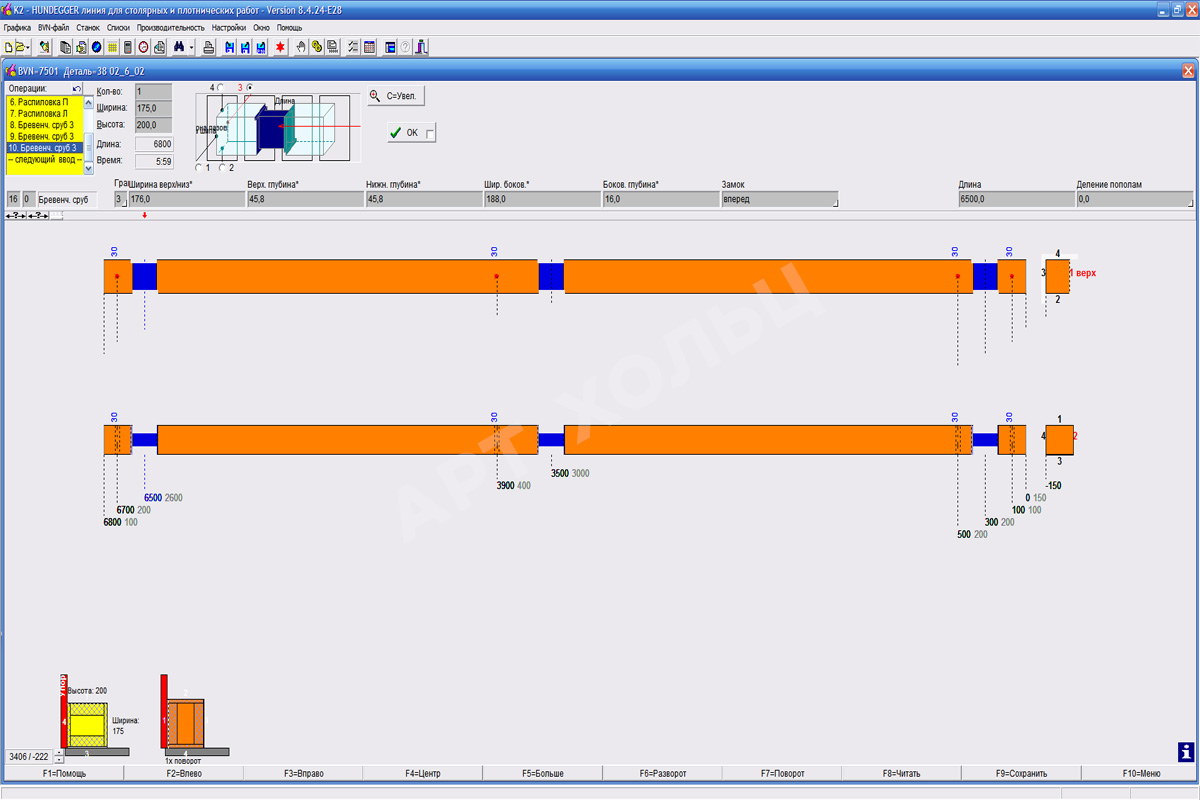
Участок домостроения
Два деревообрабатывающих центра Hundegger K2i и KRUSI CMI 4х4 обеспечивают изготовление деталей дома, стропильной системы и балок перекрытия с высокой точностью.



На этом этапе из заготовок бруса изготавливаются детали дома. Фрезеруются венцовые соединения, пазы для скользящей установки окон и дверей, сверлятся технологические отверстия для сборки комплекта дома. Каждая деталь маркируется и имеет свой индивидуальный номер. Из готовых деталей формируется транспортный пакет длиной до 12 метров, упаковывается в пленку для защиты от загрязнения и атмосферных воздействий.
Готовая продукция


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Качественное сырье, современный парк оборудования и продуманная технология производства позволяют нам выпускать клееный брус в короткие сроки и всегда с неизменно высоким качеством.